The management and printing of solder paste in circuit board soldering
1. Refrigerated storage of solder paste
The solder paste often used in the production of circuit boards is made of tin alloy round balls, mixed with half the volume of organic auxiliary materials, and uniformly blended. However, due to the great difference in the specific gravity of the two, it is inevitable that the separation and precipitation will occur after being stored for a long time, and the separation phenomenon will be worse when the storage temperature is high, and even the oxidation phenomenon is more likely to occur. Denaturation and later solderability will have adverse effects. Therefore, it can only be stored in the refrigerator (5-7 degree Celsius) to ensure its use and life.
2. Dry environment
The solder paste is easy to absorb water (Hygroscopic). Once the water is absorbed, various properties will be greatly deteriorated. It is inevitable that it will cause a lot of troubles in subsequent operations (such as ball). Therefore, the relative humidity in the on-site printing environment should not exceed 50%, and the temperature range It should be kept at 22-25 degree Celsius, and air blowing should be completely avoided to reduce the occurrence of drying out. Otherwise, it will easily lose the printability and cause the oxidation of the solder paste, which will also consume the energy of the flux in the rust removal function, resulting in insufficient rust removal ability of the foot and cushion surface, and may even cause collapse and bridges. The splashing tin balls' and shorten the tack time.

3. Open and use after warming up
After the solder paste leaves the refrigerator, it must be placed in a dry room temperature environment for 4-6 hours to reach its internal and external temperature before opening it for use. Don't be fooled by the fact that the outside of the container is not cold, it must be thoroughly warmed inside and out before opening. When the overall temperature of the solder paste is lower than the indoor dew point (Dew Point), the surface of the solder paste will condense the moisture in the air and attach it into water droplets. The so-called dew point means that as the temperature continues to drop, the water vapor in the air will continue to increase until it is saturated <100RH>. The corresponding temperature is called the "dew point". This is the reason why water drops on the surface of the empty cup taken out of the refrigerator will soon adhere. Moreover, the solder paste should not be heated quickly to prevent the separation of flux or other organic matter.
Solder paste that has been warmed up before opening should be placed in a blender with a combination of revolution and rotation together with the bottle, and the container should be rotated regularly to achieve the overall homogenization of the solder paste inside. For solder paste that is properly opened, use a small tongue depressor to gently stir it in a fixed direction for about 1-3 minutes to make the overall distribution more uniform. It is not advisable to stir strongly or excessively to avoid damage to the solder paste and shear stress (Shear Force ) Weakening, which may lead to collapse or even short circuit after welding.
If the solder paste on the steel plate is not used up and must be scraped back for storage, it should be stored separately and cannot be mixed with new paste. In order to save costs, when the old paste is returned to the steel plate for lower-level products, a larger amount of new paste should also be added for reconciliation. The matching ratio is based on the principle of convenient printing construction, and some manufacturers with stricter quality prefer not to use the old paste. As for lead-free and lead-free solder paste, of course, it must not be mixed. The steel plate must be thoroughly washed with a solvent (IPA) before the paste can be replaced.
Four, steel plate opening (Aperture)
Generally, the proportion of metal in lead-free solder paste (such as SAC305) is about 17% lighter than that with lead (7.44 for SAC305; 8.4 for leaded Sn63), and lead-free solder has poor tintability, so the flux is in The ratio will also be increased (up to 11-12% bywt) to enhance the ability of rust removal and fluxing. This will increase the adhesion of the solder paste to the steel plate. In the case of thick and difficult to push, the downward stripping speed must be slowed down after printing to reduce the trouble of local pulling up of the printing paste and missing printing. .
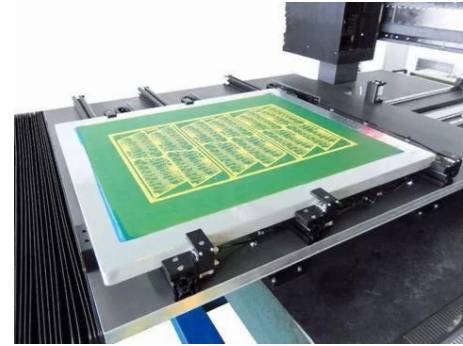
Lead-smelt paste with good solderability, the steel plate aperture (Aperture) is generally smaller than the PCB pads (Pads), which can save the use of paste, and also can reduce the trouble of overflow and short circuit. However, the lead-free solderability is poor, and it is often necessary to enlarge the ratio of the opening to the pad to 1:1, even exceeding the point where the pad reaches the overprint. In fact, the cohesion of the lead-free solder paste is very large when it is healed, and it is easy to pull the outer edge part back to the center. Furthermore, when the PCB to be printed on the conveying track reaches the position when it reaches the bottom surface of the steel plate, the support at the bottom of the printed board must be strong enough. That is to say, during the dynamic pressure of the scraper, the board should not be deformed by sinking, so as to reduce the occurrence of many complications. The left and right sides of the printing table are the X axis, the distance is the Y axis, and the plate thickness is the Z axis. The correct reading of the plate thickness must be input to the computer so that the steel plate on the plate to be printed is flush with the track, and it is not caused by scratching. Damage to the scraper. The thickness of the board must be carefully measured and input with a Caliper to avoid errors.
5. Squeegee speed and pressure
The average squeegee speed of circuit board manufacturers is 1-3 inches per second. When the printing speed increases, the printing pressure will increase, which will increase the friction between the squeegee and the steel plate. The increase in temperature will destroy the shear resistance of the solder paste, which will cause The viscosity becomes thinner, resulting in poor landing and easy collapse of the solder paste. And overflow at the lower edge of the steel plate or even bridge the short circuit, and it will also increase the wear of the scraper. Therefore, as long as you find a good printing speed, you can't speed it up arbitrarily. However, if the solder paste is found to be too thick and difficult to detach from the steel plate during construction, and the implantability is not good, it can be accelerated slightly by about 1 inch/sec, so that the consistency can be weakened and construction is convenient.
When the squeegee is pushed forward forcefully, a downward pressure (Downward Pressure) will also be generated, forcing the solder paste through the opening of the steel plate to reach the mat surface. For Wuxi Paste, a downward pressure of 1-1.5 pounds will be generated every 1 inch of walking; the surface of the steel plate scraped at this time should have a clean and shiny appearance, just like a car windshield wiped by a wiper. Refreshing and general, it is a sign of its optimum pressure. In other words, a well-scraped steel plate should not leave any traces of solder paste on its surface.
When the scraping pressure is too heavy, the center of the printing paste will have the shortcoming of Scooping, and the Bleed Out will also occur. Sometimes a series of tin particles can be seen from the edge of the green paint in the paste area, or the outer tin particles have been squashed, which is a clear evidence that a Bleed Out has occurred. If the scraping pressure is not enough to leave solder paste residue on the surface of the steel plate, the lotus root will break down and there will be "Torn Prints" where the printing paste is partially torn away, which will cause problems such as insufficient coverage or early drying. In fact, the squeegee pressure is proportional to the print speed (Print Speed). As long as the printing speed is reduced, the squeegee pressure can be reduced, and the problems caused by the heavy pressure will naturally disappear.
The squeegee should not be too long, otherwise the smearing area is too wide, and the left and right sides of the invalid printing surface beyond the area to be printed will only cause the negative effect of early drying. When using a short knife, those who overflow on both sides should manually return to the printing area, so as to avoid too long a difference between the dynamics and statics, which may cause the degeneration of the solder paste.
ipcb is a high-precision, high-quality PCB manufacturer, such as: isola 370hr PCB, high-frequency PCB, high-speed PCB, ic substrate, ic test board, impedance PCB, HDI PCB, Rigid-Flex PCB, buried blind PCB, advanced PCB, microwave PCB, telfon PCB and other ipcb are good at PCB manufacturing.